ã€Abstract】Analysis of the weldability of NCu30+Q345(16MnR) composite steel, the reasonable welding process and heat treatment measures were established, and some problems in the welding of large thickness NCu30+Q345 composite steel were solved by the welding process evaluation test. , successfully completed the equipment manufacturing task of the material.
The composite steel plate is a metal material with low manufacturing cost and good comprehensive performance, which can save a large amount of precious metal, which not only reduces the manufacturing cost, but also affects its performance, and has high economic value. NCu30 series Monel400 alloy, because of its excellent corrosion resistance and medium temperature strength, especially in medium and high temperature strong acid, strong alkali medium can show good corrosion effect, so in recent years, in some equipment manufacturing Composite steel is getting more and more applications.
The naphtha hydrogenation-light hydrocarbon recovery unit reaction product separation tank manufactured by our company has a design pressure of 4.9MPa, a design temperature of 120°C, a medium of H2S, and a cylinder and a head of NCu30+Q345 composite steel sheet. (3+78) mm and (3+46) mm. Since the composite steel plate is thick and difficult to weld, it is the key to ensure a smooth welding process by establishing a reasonable welding process.
1. Analysis of weldability of NCu30 + Q345 composite steel
The base material Q345 has high strength and toughness and has good welding performance. The multi-layer material NCu30 belongs to a single-phase austenitic alloy of Ni-Cu solid solution, and the alloy also has good weldability. However, NCu30 and Q345 steel have different thermophysical properties. In the welding process of composite steel plate, due to the poor thermal conductivity of Ni alloy, the heat input during welding is too high, which leads to grain growth. Moreover, the low-melting eutectic formed by Ni with other alloying elements and impurities causes segregation, carbide deposition or other harmful metallurgical phenomena, causing thermal cracking or reducing corrosion resistance. In addition, due to the poor fluidity of the Ni alloy weld metal, it is not easy to flow to both sides of the weld, which may result in poor weld formation or undercut. H 2 , O 2 and N 2 have a large solubility in the liquid state. The poor fluidity of the Ni alloy weld metal results in the gas being difficult to remove, forming pores, and the welding current is too large, which may cause the electrode to overheat, causing the peeling of the coating and loss of protection. Defects such as cracks and pores are likely to occur in the weld. In addition, the composite steel plate is thicker, and the weld has a tendency to be cold cracked. To prevent the corrosion resistance from being lowered due to excessive heat input, it is necessary to take corresponding preheating and heat treatment measures.
2. Welding method and selection of groove
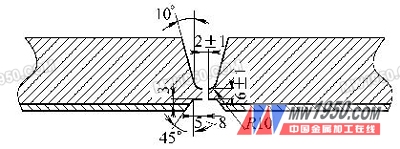
The base layer welding of longitudinal joints and circumferential joints is submerged arc welding + electrode arc welding, and the transition layer and the composite layer are welded by arc welding. The groove form is shown in the figure below, and the groove is machined. When shearing with a shearing machine, the layers are placed upwards.
Next page
Beaded Trimming Fringe,Fringe Bead,Acrylic Beads Curtain Decorative
Taojin Textile Co., Ltd. , http://www.hzcurtain-accessory.com