1. Introduction to working principle
In the inclined guide column core pulling mechanism, the slider, the inclined guide column and the wedge block are the most important components in the mechanism. At the beginning of the core pulling motion, the core pulling action of the slider must lag behind the parting motion of the fixed and moving modes (otherwise, both movements will not be possible), and the implementation method is:
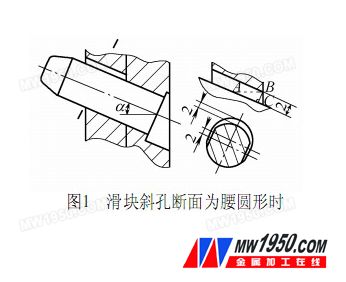
Make a gap of δ=2mm between the inclined hole and the inclined guide post on the slider, so that the parting surface opens the gap of (δ/s inα) first (see Figure 1, AB in the right angle ΔA BC), so that the slider is first separated The wedge is tightened, and then the inclined guide column drives the slider to side the core. In addition, the wedge block and the inclined surface of the slider cooperate well, which will directly affect the size of the flash of the injection molded part, so it is not difficult to see that a more reasonable processing method should be found.
2. Working characteristics and case analysis
The cross-sectional shape of the inclined hole of the slider can be selected from a round or a round shape, and the processing method and the oblique guide column form will be different.
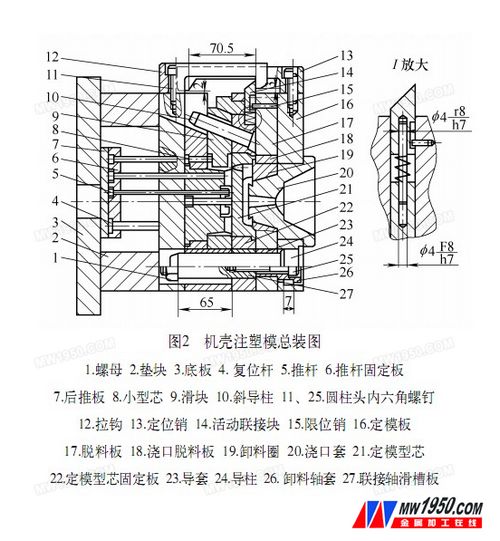
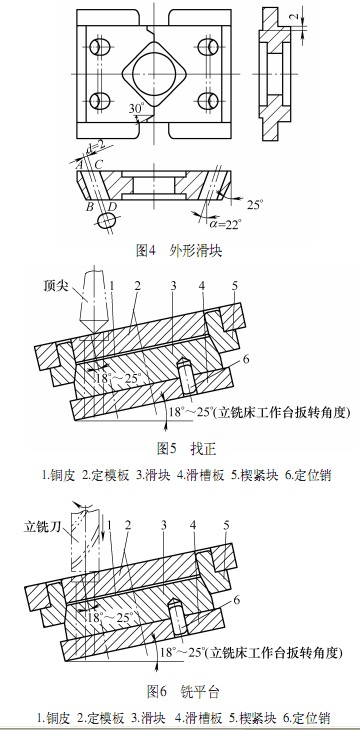
(1) The process of ensuring the cross-sectional shape of the inclined hole of the slider is the round hole. Take the casing injection mold shown in Fig. 2 as an example, and the injection molded parts are shown in Fig. 3. It is not difficult to see that the smoothing and resetting of the shape slider is the key to the success of the mold. Therefore, the processing of the four inclined guide post holes in the slider (see Figure 4) should be reasonable and simple.

The processing of the inclined guide post holes can be arranged either at the machining center or on a horizontal boring machine or a vertical milling machine. Obviously, it is the cheapest to process on a vertical milling machine. The fixed core fixing plate 22, the slider 9 and the sliding plate 27 are combined and fixed on a vertical milling machine. When the inclined hole of the sliding block is selected as a round hole (see Fig. 4), the following processing technique should be adopted: A copper skin of 0.2 mm thickness is first placed between the fixed mold core fixing plate 22 and the slider 9 of FIG. 2 to ensure that the wedge portion of the wedge block and the inclined surface of the slider have a preload amount when the mold is closed, thereby effectively preventing injection. The slider that may be caused may fall back. 2 Pull the tool milling machine table to 25, and find the starting position of the inclined hole (see Figure 5) at the tip of the fitter (see Figure 5) and lock the table. 3 Change the tip to a milling cutter and request the milling out of the platform according to the pattern (see Figure 6). 4 Replace the end mill with a twist drill (in the size of the pattern) and drill the inclined hole (see Figure 7). The actual operation proves that the accuracy of the new drill bit drilling the inclined hole far exceeds the remaining amount of the bore. From the working principle, when the core is working, the slider oblique holes only have two oblique lines AB and CD to participate in the core pulling work (see Figure 4). In order to meet this conclusion, the calculated diameter of the inclined guide column diameter is rounded to the corresponding twist drill diameter value. 5 Remove the remaining parts, and place the slider parts on the table with the original retention angle. Insert the end mill of the corresponding diameter into the inclined hole. The table moves 2mm in the direction of the arrow, and the other 3 holes are the same. The method can be operated (see Figure 8). 6 As shown in Figure 4, the slider parts are cut into two pieces by wire cutting. The purpose of the 30? turning is to accurately position the two sliders and prevent flash.
Pp Copolymer Sheet is obtained by copolymerizing a small amount of ethylene monomer during polymerization, and has high impact strength. The random copolymer has high impact strength and transparency, and the block copolymer has high impact strength.
|
Product |
Thickness(mm) |
Size(mm) |
Color |
Density(g/cm³) |
|
1-150 |
1220*2440 |
Nature/grey |
0.92 |
|
|
1-150 |
1000*2000 |
Nature/grey |
0.92 |
|
|
1-150 |
1300*2000 |
Nature/grey |
0.92 |
Pp copolymer sheet widely applied to spray carrier corrosion tank,bucket,acid and alkali industry,waste water,waste gas discharge equipment,washing tower,dust free room,semiconductor,electroplating process,etc
PP Copolymer Sheet
Pp Copolymer Sheet,Rigid Polypropylene Sheets,Polyethylene Plastic Sheet,Fluted Polypropylene Sheet
Shenzhen Anheda Plastic Products Co.,Ltd , http://www.ahdplastic.com